3 FAZLI ASENKRON MOTORLARA YILDIZ / ÜÇGEN YOL VERME KUMANDA DEVRESİ
SİEMENS S7 -200 LADDER DİYAGRAMI VE SİMÜLASYONU
Merhaba, bu yazıda sanayide en çok kullanılan elektrikli motor olan 3 fazlı asenkron motorlara yıldız/üçgen yol verme yöntemi ile yol verilmesini STEP 7 MicroWİN programında gerçekleştirmeyi öğreneceğiz. PLC komutlarına geçmeden önce neden yol verme yöntemlerine ihtiyaç duyuyoruz, yıldız/üçgen yol vermek ne demektir, bize ne faydası olur gibi soruları cevaplamak gerektiğini düşünüyorum. Bu yüzden ilk olarak bu soruları cevaplamaya çalışacağız.
3 fazlı asenkron motorlar kalkış anında normal çalışma durumuna göre 5 ila 7 kat arasında daha fazla akım çeker. Bu durum ise pano elemanlarının ( kondaktör, termik röle, sigorta vb. ) daha çabuk yıpranmasına sebep olur. Bu yıpranmayı önlemek için ilk kalkış anında bazı yol verme yöntemleri geliştirilmiştir. Bunlardan en çok kullanılanı ise yıldız / üçgen yol verme yöntemidir.
Yıldız/Üçgen yol vermede asenkron motor ilk olarak Yıldız bağlanır 5 ila 10 saniye arasındaki bir süre sonunda ise Üçgen bağlantıya geçilir. İlk önce neden üçgen sonra neden yıldız olduğunu şekil üzerinde gösterelim ;
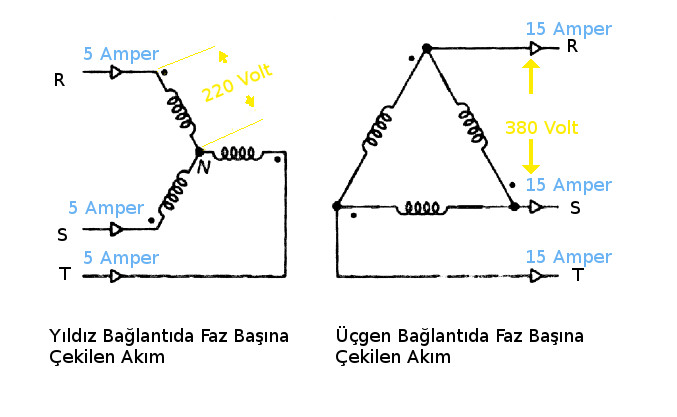
Şekilde görüldüğü gibi üçgen bağlantıda faz - faz gerilimi faz - nötr gerilimine eşittir. Dolayısıyla her bir fazdan geçen akım doğrudan şebeke geriliminin hat üzerindeki dirence bölümü ile elde edilir. Yıldız bağlantıda ise her bir faz - faz gerilimi faz - nötr geriliminin √3 bölünmesi ile elde edilir. Bu da her bir fazdan geçen akımı üçgen bağlantıya göre 2/3 oranında azaltır. Bizim de amacımız zaten ilk kalkış anındaki çekilen akımı azaltmak olduğuna göre motor önce yıldız bağlanır sonrasında kısa bir süre sonra üçgen bağlantıya geçilir. Burada önemli bir nokta şudur ki yıldız/üçgen yol verme yöntemi için şebeke gerilimi üçgen bağlı motorun çalışma gerilimine eşit olmalıdır. Ülkemizde şebeke gerilimi 380 V olduğuna göre motor da 380 V ile çalışmalıdır. Motorun hangi gerilimde çalıştığı ise asenkron motorun klemens kutusu üzerindeki etiketde yazar.
3 fazlı Asenkron Motorlara yol vermek için dikkat edilmesi gereken bazı hususlar ise şunlardır ;
3 fazlı Asenkron Motorlara yol vermek için dikkat edilmesi gereken bazı hususlar ise şunlardır ;
- Motor ilk olarak yıldız bağlantıyla çalıştırılacağı için fazdaki gerilimin azalması gibi ürettiği moment de az olacaktır. Motorun momenti yıldız bağlantıdaki momenti aşmamalıdır.
- Yıldız'dan Üçgen bağlatıya geçiş süresi önemlidir. Yıldız bağlı motor anma momentine ulaştığı zaman üçgen bağlantıya hızlıca geçilmelidir. Eğer anma devir sayısına ulaşılmadan üçgen bağlatıya geçilirse motor fazla akım çeker.
- Geçiş süresi maksimum 8 - 10 saniye arasında olmalıdır. Geçiş süresi artarsa devir sayısında düşme olur ve üçgen bağlantıya geçerken darbe biçiminde hızlı akım artışı olur bu da kontaktörlerin zarar görmesine sebep olur.

Kumanda devresinin nasıl çalıştığını birlikte adım adım inceleyelim ;
- Start butonuna basılması ile yardımcı rölenin ( M ) bobini enerjilenir ve M kontağı kapanır. Bu işlem mühürlemedir. Start butonuna sürekli basmamıza gerek kalmaz.
- M kontağı kapandıktan sonra enerji kapalı kontak üzerinden diğer pano elemanlarına akmaya başlar. Şekilde görüldüğü gibi Yıldız kondaktörü ve Zaman Rölesi aynı anda çalışmaya başlar.
- Zaman rölesi ayarlanan sürenin sonuna ulaştığında kapalı kontaklarını açar, açık kontaklarını ise kapatır. ( Burada elektriğin yıldız kondaktörüne giderken üçgenin kapalı kontağından geçmesi ve üçgen kondaktörüne giderken yıldızın kapalı kontağından geçmesinin sebebi aynı anda hem yıldız hem de üçgen kondaktörün çalışmaması içindir. )
- Zaman rölesi sürenin sonunda kapalı kontaklarını açınca yıldız kondaktörüne giden elektrik akımı kesilir ve aynı zamanda ZR'nin üçgen kondaktörüne giden kontağı kapanacağı için üçgen kondaktörü devreye girer.
- Böylece yıldız / üçgen dönüşümünü gerçekleştirmiş oluruz ve stop butonuna basılana kadar motorumuz çalışmaya devam eder.
Konuya tam olarak kavrayabildiysek STEP 7 MicroWİN 4.0 programımızda ladder diyagramımızı gerçekleştirelim ;
Stop Butonu >>> I0.0
Start Butonu >>> I0.1
Yıldız Kondaktörü >>> Q0.0
Üçgen Kondaktörü >>> Q0.1
Yardımcı Röle >>> M0.0


1 ) I0.1 start butonuna basıldığı zaman yardımcı rölenin açık kontağı kapanır ve mühürleme gerçekleşir.
2) M0.0 açık kontağının kapanması ile Q0.0 (yıldız ) ve zaman rölesi aktif olur.
3) Zaman rölesinin süresi tamamlanınca T37 kapalı kontakları açılır, açık kontakları kapanır ve Q0.0 çıkışı pasif, Q0.1 ( üçgen ) çıkışı ise aktif olur ve bu şekilde yıldız üçgen dönüşümü gerçekleştirilir.
Şimdi simülasyon sonuçlarımızı inceleyelim ;
Start butonuna basıldığında Q0.1 çıkışı aktif oluyor ;

Ayarladığımız süre olan 6 saniye sonunda ise Q0.0 çıkışı pasif, Q0.1 çıkışı ise aktif hale geçiyor ;

Bu yazıda otomasyonda çok önemli bir yere sahip olan yıldız/üçgen yol verme yöntemi hakkında oldukça kapsamlı bir şekilde bilgi vermeye çalıştım. Hem kumanda devresini hem PLC'de nasıl programlanacağı açıklamaya çalıştım. Umarım faydalı olmuştur.
Semih AKTAŞ
Yorumlar
Yorum Gönder