Tia Portal'da Kazan Projesi
Ladder Diyagramı
ve
SCADA Denemesi
Projenin süreci şu şekilde ilerlemektedir ;
·
Bir
ısıtma merkezinin kazanı Scada kontrollü olarak tasarlanacaktır.
·
Kazanın
operatör panel ekranı sıcaklık kontrolü, seviye kontrolü, kazanı besleyen
pompaların kontrolü vb. sayfalardan oluşacaktır.
·
Sıcaklık
kontrolünde kazan içindeki ısıtıcı devreye girerek sıcaklığın 100 dereceye
kadar çıkması sağlanacaktır.
·
Kazanınsu
seviyesi %100’e ulaştığında kazanın boşaltma pompaları devreye girerek su
seviyesini %10’a kadar düşürecektir.
·
Kazan
seviyesi %10’nun altına düştüğünde ayrıca ısıtıcı da devre dışı kalacaktır.
·
Sistemin
çalışması için başlatma butonuna yada ekrandan çalıştırma ikonuna basmak
yeterli olacaktır.
·
Sistem
herhangi bir anda durdurulmak istendiğinde durdurma butonuna yada ekran
üzerinde durdurma ikonuna basmak yeterli olacaktır.
·
Kazan
sıcaklığının istenilenden fazla veya az olduğu durumlarda, kazan seviyesinin
istenilenden fazla veya az olduğu durumlarda yada doldurma, boşaltma
pompalarında bir arıza olduğunda sistem uyarı verecektir.
Ladder Diyagram

1 ) Doldurma pompasını butonlarla başlatmak için I0.0 start butonu ve I0.1 stop butonu ladder diyagrama eklendi. Scada üzerinden çalıştırmak için ise Merker'lar tanımlandı. Bu merkerlar ileride Scada programı içerisinde tanımlanacak. Start ve stop komutları ile doldurma pompası merkerı setlendi ve resetlendi. Burada ben işimi kolaylaştırdığını düşündüğüm için mühürleme yerine genelde Set - Reset komutlarını tercih ediyorum.
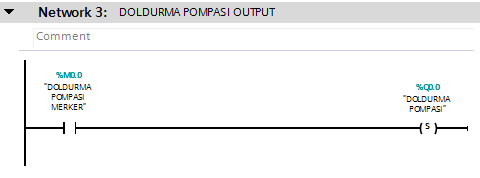
2 ) Doldurma pompası merker, set ve reset durumuna göre " Doldurma Pompası Output " u çalıştırdı.

3 ) Önemli : Kazan su seviyesi analog bir değerdir. PLC sıcaklık, ışık, yükseklik gibi değişkenleri başta algılamayacaktır. Bu durumda programcı bu değerleri okumayı ve manipüle etmeyi bilmelidir. Benim kullandığım PLC modeli analog giriş adres byte'ları olarak IW256 ve IW259 arasını kullanmaktadır. Ben IW256 adres byte'ını kazan seviyesini ölçtüğüm analog giriş adresi olarak belirledim. " SCALE " komutu ile bu değeri 0 - 100 arasında skala ettim. Anlık olarak takip edilen kazan seviyesini de MD10 adresine attım.

4 ) Kazan su seviyesi %100'e ulaştığında " Doldurma Pompası " resetlendi ve " Boşaltma Pompası " setlendi.

5 ) Kazan seviyesi %5'in altına indiğinde boşaltma pompası durduruluyor ve doldurma pompası tekrar çalıştırılıyor. Ayrıca kazan su seviyesi %5'in altına indiğinde " Seviye Düştü Lambası " aktif oluyor. Kazan seviyesi %95'in üstüne çıktığında ise " Kazan Üst Seviyede Lambası " aktif oluyor.

6 ) Kazan su seviyesini belirlemek için yaptığımız gibi burada da analog sıcaklık değeri girişini 0 - 100 arasına skala ettik. Yüzde cinsinden sıcaklık değerini MD14 byte'ına attık.

7 ) Doldurma pompası çalışıyor iken su seviyesi %10'un üstünde ise sıcaklık seviyesi 50 derecenin altında ise ısıtıcı çalıştırılıyor. Aynı şekilde çalışma durumunda ise sıcaklık seviyesi 80 derecenin üstüne çıktığında ısıtıcı durduruluyor. Bu şekilde sistemde sıcaklık kontrolünü gerçekleştirmiş olduk.

8 ) Bu networklerde boşaltma pompasında veya doldurma pompasında arıza olduğunda bu arızayı algılayacak sensörler aktif oluyor ve arıza uyarısı verecek merkerlerı aktif ediyor. Bu merkerler ileride scada'da panel üzerinde alarmların görünmesi için kullanılacaktır. Arıza durumlarında panel üzerinde uyarıları görebileceğiz.

9 ) Isıtıcı arıza sensörü aktif olduğu zaman ısıtıcı arıza merkerı da aktif oluyor.
SCADA

Tia Portal'da operatör panel ekranını oluştururken ilk olarak ana ekran üzerinde " Kazan Kontrol " , " Sıcaklık Kontrol " ve " Alarmlar " sayfasına gidebileceğim butonlar ekledim. Her bir butona basıldığında ise gidilecek sayfaları oluşturmak için ise Screens > Add New Screen kısmından sayfalar ekledim.

Buton kontrollü olarak istediğimiz sayfaya gidebilmek için ise butona sağ tıklayıp Properties > Events > Press > ActivateScreen seçeneğinden gitmek istediğim sayfanın adını yazdım.

Kazan kontrol sayfasına öncelikle ana ekrana geri dönmek için bir buton ekledim. Sonrasında su doldurma pompasını başlatmak ve durdurmak için 2 adet start ve stop butonu ekledim. Bu sayfada aynı zamanda kazandaki su seviyesini anlık olarak izlemek için bir bar ikonu ekledim. Ayrıca kazandaki su seviyesi üst ve alt seviyelerde iken uyarı verecek 2 adet led ışık çemberini de ekledim. Böylece kazan kontrol sayfamı tamamlamış oldum.

Start butonu ile doldurma pompasını ilişkilendirmek için butonun üstüne sağ tıklayıp Properties > Events > Press > SetBitWhileKeyPressed seçeneğinden daha önce PLC’ye yazdığım SCADA_START Merkerını seçtim. Bunun için daha önce ladder diyagramda mekanik start butonu için bir input eklediğim gibi bir de scada üzerinden komut vermek için bir merker eklemiştim.

Kazan seviyesini anlık olarak panel üzerinden izlemek için ise daha önce IW256 analog giriş byte’ımı skala edip MD10 “ real “ değişkenine dönüştürmüştüm. Skala ettiğim değeri yani son halini bar butonu ile ilişkilendirmem gerekiyordu. Çünkü su seviyesini yüzde cinsinden görmem gerekiyordu. Bunun için eklediğim “ bar “ ikonuna sağ tıklayıp Properties > Animations > Tag Connections > Process Value kısmında Process Tag bölümüne MD10 Kazan Seviyesi tag’ını ekledim.

Sıcaklık kontrol sayfama ise ana sayfaya
geri dönüş butonu, sıcalık değerini okumak için I/O field ve ısıtıcının çalışıp
çalışmama durumunu izlemek için bir led ekledim.

Sıcaklık değerini okumak için I/O field göstergesine sağ tıklayıp Properties > Animations > Tag Connections > Process
Value kısmına MD14 Sıcaklık Seviyesi tagımı atadım.

Isıtıcının çalışıp çalışmama durumunu led üzerinde görmek için eklediğim
Circle’a sağ tıklayıp Properties > Animations >
Appearance > Tag kısmına Q0.5 ISITICI çıkışımı seçtim. Çıkış 0 iken
kırmızı yanmasını, 1 iken yeşil yanmasını sağladım.
PLC kazan projesini çoğunlukla burada tamamladım. Benim için anlaması biraz daha zor olan " Alarmlar " konusunu ise başka bir yazıda açıklamaya çalışacağım.
Çalışmalarınız çok faydalı ve yol gösterici..emekleriniz için teşekkür eder başarılar dilerim :)
YanıtlaSilÇok teşekkür cansu hanım, takipte kalın :)
YanıtlaSilTeşekkür ederim çalışmalarınızın devamını bekliyoruz
YanıtlaSilSayfayı yeni gördğm plc kısmını biraz zenginleştirin.
YanıtlaSilTakip ediyorum sayfanı...
YanıtlaSilBu yorum yazar tarafından silindi.
Silhocam projenin devamı niteliginde alarmlarla ilgili çalışmayı tamamladınızmı acaba sistemde projeleriniz arasında bulamadım da yardımcı olabilirmisiniz rica etsem.
YanıtlaSil