PLC - Profinet Haberleşme
ve
2 PLC Arasında Veri Aktarımı
Merhaba dostlar. Bugün PLC'de daha önce işlemediğimiz haberleşme protokolleri konusuna ufak bir giriş yapacağız. " Profinet Haberleşme " ismi Siemens'in kendi cihazları için oluşturduğu bir isim olmak beraber esasen bu bir Ethernet Haberleşme Protokolüdür. Yapısında standart ethernet kablo ve RJ45 soketler bulunur. Son yıllarda Modbus, Profibus gibi klasik haberleşme yöntemlerinden daha fazla ön plana çıkmıştır ve giderek yaygınlaşmaktadır.
Bu haberleşme protokolünün en önemli özelliklerinden biri daha az kablo kullanılmasını sağlamaktır. Bilgisayarın ethernet portundan gelen kablo PLC'ye ve operatör panele gider. Diğer klasik haberleşme protokollerinde bu bağlantılar çok daha komplekstir.

Biraz daha ayrıntılı olarak Profinet'i incelemek gerekirse şunları söyleyebiliriz ;
PROFINET tam adıyla Process Field Net, endüstriyel kontrol sistemlerinde TCP / IP ve IT standartlarını kullanan Ethernet destekli üst düzey bir haberleşme protokolüdür. Profinet gibi saha yolu iletişim türlerine göre üstünlüğü Ethernet TCP / IP ile açık bilgi teknolojileri IT'yi birleştirmesidir. Profinet IO, programlanabilir kontrol cihazları ve diğer cihazlarla 3 farklı iletişim kanalı kullanır. Profinet haberleşmenin bazı avantajları şunlardır ;
- Proseste mevcut olan cihazları değiştirmeden Profibus, Modbus, DeviceNET gibi mevcut sistemlerin entegrasyonunu sağlar.
- Fabrika prosesindeki aygıtları 10 milisaniye zaman diliminde güncelleme sağlar.
- Gerçek zamanlı iletişimlerde, TCP / IP kullanır ve yaklaşık 100 ms‟lik bir veri yolu çevrimi süresini etkinleştirir.

Şimdi bu kısa bilgilerden sonra Tia Portal'da bu haberleşmeyi nasıl sağlayacağımızı ve veri alış-verişini nasıl gerçekleştireceğimizi öğrenemelim.
1 ) Programı yüklerken eklediğim PLC cihazlarının Profinet haberleşme protokolünü kullandığına dikkat ettikten sonra Hardware kısmından bu iki PLC'yi birbirine bağladım.

2 ) Ladder diyagramda diğer PLC'den veri almak için ilk olarak bir " GET " komutu ekledim.
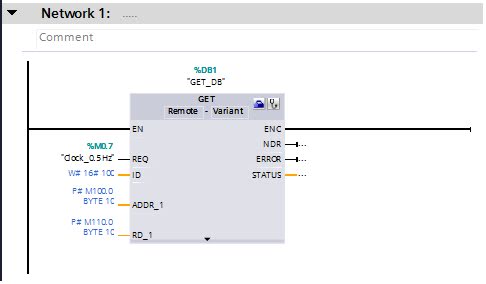
Get fonksiyonunun REQ girişi belirli aralıklara aktif edilmelidir. Bunun içinde PLC'nin System and Block Memory bir memory merker tanımladım ve REQ girişine atadım.

Clock Memory Bitleri belirli frekans aralıklarında çıkışını aktif yapan bitlerdir. Ben ilk adresini 0. byte olarak belirledim ve ikinci bitleri kendisi oluşturdu. Bu adreslerin hangi frekans aralıklarına sahip olduğu yanında yazmaktadır. Şekilde sizde görüyorsunuz. Ben REQ girişi için M0.7 memory byte'ını tercih ettim. Bu da 2 sn aralıklarla girişin aktif edileceği anlamına geliyor.
ADDR_1 girişi veri okunacak adresleri belirlerken RD_1 girişi okunan verinin yazılacağı adresleri belirliyor.
ADDR_1 > P#M100.0 BYTE 10 : M100.0 adresinden itibaren 10 bitlik adresi oku.
RD_1 > P#M110.0 BYTE 10 : Okuduğumuz veriyi M110.0 adresinden itibaren 10 bitlik adrese veri yaz.
3 ) Diğer PLC'ye veri göndermek için ise " PUT " komutunu kullandım.

ADDR_1 girişine karşıya yazmak istediğimiz verinin adresini giriyoruz. SD_1 girişine ise gönderdiğimiz verinin yazılacağı adres bilgisini giriyoruz.
Hem Profinet'in özelliklerini hemde Profinet ile 2 PLC arasında nasıl veri aktaracağımızı anlatmaya çalıştık. Umarım faydalı olmuştur arkadaşlar. Başka bir yazıda görüşmek üzere..
Yorumlar
Yorum Gönder