PLC'de Analog Değerlerin İşlenmesi
Kumanda tekniğinde sinyaller ; ikili, dijital ve analog olmak üzere üçe ayrılır.PLC'lerde belirli giriş ve çıkış modüllerinin mevcut olması durumunda analog sinyalleri okur, işler ve dışarıya verebilirler.
1 ) İkili Sinyal :
İkili sinyalde sinyal durumu '0' veya '1' olabilir.
'0' : Kapı Kapalı > 24 V
'1' : Kapı Açık > 0 V
2 ) Dijital Sinyal :
Dijital sinyalde, sinyal durumu ; '0' veya '1' arasındaki veya kapının açık ile kapalı olması arasındaki durum eşit basamak değerlerinde sorgulanır.
3 ) Analog Sinyal :
Analog sinyalde '0' ile '1' arasındaki durumlar sonsuz sayıda sorgulanmaktadır.
Örneğin 0 - 5V arasında okunan bir analog sinyal, belirlenen basamak değerine ( 1V ) bölünerek dijital sinyale dönüştürülmüştür. Aynı sinyal bir seviye belirlenerek ( 3V ) onun üstünde sinyal var, onun altında sinyal yok kabul edilerek ikili sinyale dönüştürülmüştür.
PROCESS >> ANALOG GİRİŞ MODÜLÜ >> CPU >> ANALOG ÇIKIŞ MODÜLÜ
>> PROCESS
Sensörler tarafından okunan sahadaki fiziksel büyüklükler standart analog sinyallere (elektriksel büyüklüğe ) dönüştürülür. Bu veriler PLC analog giriş kartı üzerinde dijital sinyallere dönüştürülerek program alanına aktarılır.
Aynı şekilde CPU programı alanında oluşturulan sayısal değerler, PLC analog çıkış kartı yardımıyla standart analog sinyallere ( elektriksel büyüklüklere ) dönüştürülerek iş elemanları üzerinden sahadaki istediğimiz işlemleri yaparız.
Analog sinyaller PLC tarafından doğrudan okunamaz çünkü PLC sadece '0' ve '1' leri tanır. Bu işlem için giriş gerilimine bağlı olarak bir dijital değer atayan ADC, dijital çıkış değerlerini analog gerilim sinyallerine dönüştüren de DAC'ler kullanılır.
S7 - 300 sistemlerinde analog sinyaller 1 Word'lük alanlarda işlenir. Standart analog sinyal vericilerden alınan elektriksel değerin sayısal karşılığı ( + / - 32767 ) taşma alanları ( yaklaşık % 15 ) çıkarıldıktan sonra kalan değer ( + / - 27648 ) bütün analog sensörlerin min / max sayısal değer karşılığıdır.
Örneğin 0 - 10 V ve 15 bit + SB ile işlem gören bir CPU'da en düşük değerlikli bit değişimi ;
10 : 27648 = 0,000361689 V'dur.
Analog giriş kanalından okunan değer 1 word'luk alandan okunur ve 16 bit tam sayıdır. Bizimde analog çıkış kanalına göndereceğimiz sayı 16 bit'lik tam sayı olmalıdır.
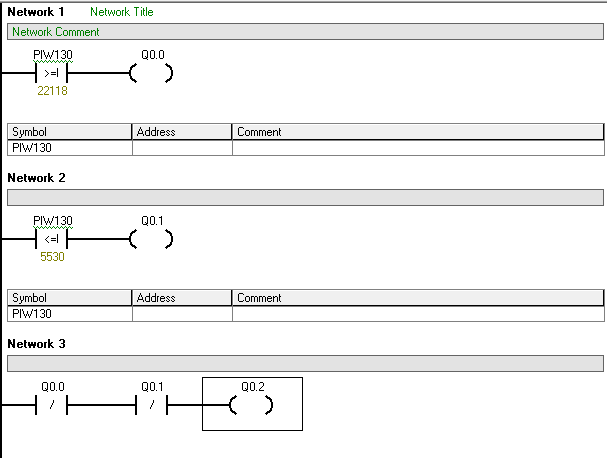
Örnek : Bir tankın doluluk oranı izlenecektir. Eğer tank % 80 ve üzerinde dolu ise Q0.0, %20 ve altında dolu ise Q0.1 lambaları doluluk oranı bu iki değer arasında ise Q0.2 lambası yanacaktır. Tank doluluk oranı '0' ile '10' volt gerilim veren bir sensörden alınmaktadır.
Tank % 80 dolu ise 27648 * 0.80 = 22118
Tank %20 dolu ise 27648 * 0.20 = 5530
Analog Sinyallerin Skala Edilmesi :
Analog giriş kanallarından okunan değerler genellikle skala edilerek kullanılır. Skala etmekteki amaç sınırları bizim istediğimiz değerlere indirgemektir. Analog kanalda 0 - 27648 arasında okunan sayısal değer bizim için 0 - 500'i ifade ediyorsa bu oranlamayı yapmak gerekir.
Yalnız işin içerisine ' - ' değerler, alt limitin ' 0 ' olmadığı skalama işlemleri girerse program yazmak zorlaşır. Bu gibi durumlarda SFC 105 - 106 kullanılabilir.
Simatic Manager > Library > Standart Library > TI - S7 Converting Blocks
FC 105 - 106 seçilir ve gerekli işi yaparlar. FC 105 giriş, FC 106 ise çıkış değerlerinin skala edilmesini sağlar.
FC 105 üzerinde bulunan girişler şunlardır ;
IN : Skala edilmek istenen veri ( int )
HI_LIM : Skala değerinin üst sınırı ( Real - Virgüllü Sayı )
LO_LIM : Skala değerinin alt sınırı ( Real - Virgüllü Sayı )
BIPOLAR : 1: Bipolar = -27648, +27648 0: Unipolar = 0, +27648
RET_VAL : Hata göstergesi ( Word )
OUT : Çıkış ( Real - Virgüllü Sayı )
Örnek : CPU'nun 1. analog giriş kanalından ( PIW 128 ) okunan değer 0 - 100 arasında skala edilecektir.
IN : PIW 128
HI_LIM : 1.000000e+002
LO_LIM : 0.000000e+000
BIPOLAR : M40.0
RET_VAL : MW42
OUT : MD44
Yorumlar
Yorum Gönder